
Halo sobat tehniq terutama para welder yang tercinta.. Bagi kalian yang sedang mempelajari mesin las TIG tentunya butuh banyak sekali pengalaman dan pengetahuan tentang pengelasan TIG ini sendiri ya.. Nah kebetulan nih,, jadi disini gw mau bahas tentang tips cara mengelas stainless steel yang benar buat kalian semua.
Harapannya setelah membaca artikel ini kalian menjadi lebih yakin klo hasil teknik pengelasan kalian itu sudah benar atau yakin sudah salah. Hehehe.
Oke tanpa basa basi mari kita masuk kedalam topik pembahasan kita.
TIPS MENGELAS STAINLESS STEEL YANG BENAR
Seperti yang kita ketahui bersama ya,, pengelasan TIG adalah pengelasan dengan level tersulit dalam pengelasan. Karena mesin las ini menggunakan 2 tangan pada pengelasannya, sehingga sangat membutuhkan ketepatan, kecepatan dan stabilitas yang tinggi. Dan selain itu, ada beberapa hal yang harus kalian lakukan dan juga tidak boleh kalian lakukan pada pengelasan MIG. Hal itulah yang akan kami bahas pada artikel tentang tips cara mengelas stainless steel yang benar.
Sebelum kami menjelaskan hal tersebut,, ada poin-poin penting yang harus kalian perhatikan ya. Karena poin-poin ini yang akan mempengaruhi hasil lasan kalian nantinya.
- Settingan Ampere & Voltase
- Kecepatan menggoyang obor las
- Tungsten
- Jarak Torch
- Kebersihan bidang kerja
Nah kelima hal tersebut harus kalian perhatikan ya guys. Karena itu menyangkut tips pengelasan TIG kita pada artikel ini. Langsung aja kita masuk ke penjelasan yang pertama tentang settingan ampere & voltase.
SETTINGAN AMPERE & VOLTASE
Ada banyak yang bilang ya,, kalo mau ngelas stainless itu amperenya harud dibesarkan biar hasilnya matang.. Atau ada yang bisa juga, amperenya kecil aja biar berwarna hasil lasannya yang berarti hasil lasannya bagus.
XXXXXXXXXXXXXXXXX
Hal tersebut salah besar guys.. Jadi jangan percaya sama omongan yang begituan. Settingan ampere yang benar pada pengelasan TIG yaitu standard saja. Jangan terlalu besar dan juga terlalu kecil juga.
Standard pengelasan TIG yaitu di ampere 100 hingga 110 ampere. Hal ini juga tergantung dari ketebalan penyambungan stainless yang kalian las ya.. Semakin tebal ya settingan ampere juga harus semakin besar ya. Tapi intinya itu standard pengelasan pada stainless ketebalan 2 mm itu di ampere 100 ya guys.
Klo stainless lebih tipis ya kurangi aja amperenya 10 – 20 ampere. Begitu juga sebaliknya, dengan ketebalan stainless yang lebih tebal.
Jadi warna pada hasil lasan kalian yang pelangi-pelangi itu artinya settingan ampere kurang besar ya guys.. Kalian harus membesarkan settingan ampere kalian lagi. Dan ampere yang terlalu kecil juga biasanya lebih kotor disisi-sisi lasannya, karena pembakaran gas yang berlebihan atau terlalu lama.
Berikut contoh perbedaan settingan ampere kecil sekitar 70 ampere dan standard di 100 ampere :
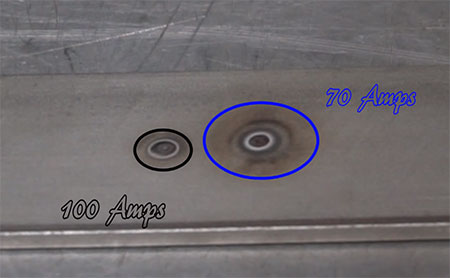
Bisa kalian lihat ya.. settingan yang kecil membuatnya lebih gosong dan kotor di pinggiran lasannya. Dan hal tersebut sangat dihindari di pengelasan TIG yang mengutamakan hasil yang bersih dan rapi.
KECEPATAN GOYANGAN OBOR LAS
Hal kedua yang harus kalian perhatikan adalah kecepatan goyangan obor las dan juga kecepatan perpindahan pengelasan kalian. Pengelasan TIG mengutamakan kecepatan, kestabilan dan juga ketepatan, sehingga kalian tidak boleh terlalu lama saat perpindahan obor las dan goyangannya.
Perpindahan dan goyangan obor las yang terlalu lambat akan mengakibatkan gosongnya atau kotornya bagian sisi lasan, seperti halnya settingan ampere yang rendah diatas. Hal ini disebabkan karena terlalu lamanya besi terkontaminasi dengan pembakaran gas argon, sehingga menjadi gosong.
Dan lamanya kalian berpindah akan menyebabkan warna pada hasil lasan kalian. Yang artinya itu bukan hasil lasan yang bagus.
Berikut adalah perbedaan hasil lasan dengan perpindahan obor yang lambat dan cepat.
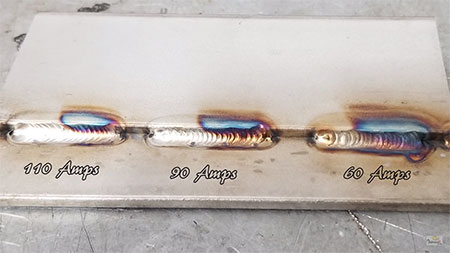
Bisa kalian lihat ya,, klo settingan ampere kecil otomatis bergerak lambat. Dan pada gambar sebelah kanan terlihat hasilnya sangat berantakan. Sedangkan ditengah cukup lumayan setelah ditambah ampere dan kecepatan pengelasannya. Terakhir sebelah kiri sangat jelas berbeda. Hasilnya lebih bersih dan bagian pinggiran lasan tidak gosong dan kotor.
TUNGSTEN HARUS RUNCING
Hal ketiga yang harus kalian perhatikan adalah bentuk kawat tungstennya. Karena fungsi tungsten yang runcing adalah untuk menstabilkan aliran gas argon dan juga memperkecil ruang pemuaian gasnya.
Tungsten yang tidak runcing akan membuat ruang pemuaian terlalu lebar dan jadinya malah acak-cakan. Jadi sangat penting bagi kalian untuk meruncingkan kawat tungsten kalian terlebih dahulu sebelum melakukan pengelasan.
Berikut adalah gambar ilustrasi dari pemuaian gas pada tungsten yang runcing dan tidak ( berikut juga hasil lasannya ).
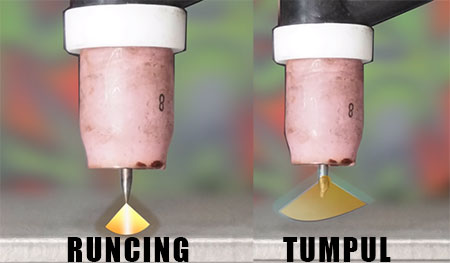

Nah bisa kalian lihat ya guys hasil lasannya.. Sungguh sangat jelek klo kawat tungsten kalian tumpul. Jadi inget kudu di runcingin kaya pensil 2B klo mau ujian sekolah. Hehehe…
JARAK TORCH SAAT MENGELAS
Hal ketiga yang perlu kalian perhatikan adalah jarak obor las atau Torch. Hal ini juga berlaku pada mesin las MIG ya.. Jadi harus di dekatkan dengan bidang atau besi yang akan di las. Kenapa demikian?? karena pengelasan TIG sangat membutuhkan pembakaran argon yang sempurna. Jadi api las yang dikeluarkan tidak boleh sampai membesar. Harus kecil dan padat ya, kaya cilok sekolahan kebanyakan tepung aci.hehe
Bila kalian bingung jaraknya, kalian bisa menyesuaikannya dengan menyandarkan ujung sisi obor las dengan media yang di las. Atau kurang lebih sekitar 1 – 1,5 mm dari media las. Dan biar lebih jelas lagi, kalian bisa melihat perbedaan api las pada saat mengelas dengan jarak torch yang dekat dan jauh.
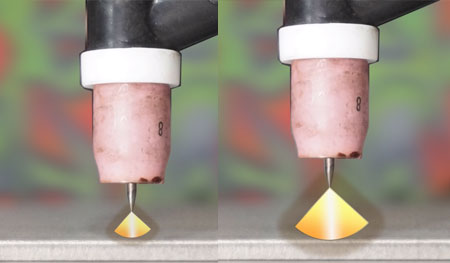
Bisa kalian lihat ya perbedaan nyala apinya.. Dan inget ya,, pada pengelasan tig itu tidak butuh api besar, tapi api yang kecil dan padat agar mendapat penetrasi lasan yang sempurna.
KEBERSIHAN MEDIA LAS
Nah yang terakhir ini udah sering kali gw jelasin ya kekalian. Mau itu MMA, MIG ataupun TIG, pastikan kalian harus membersihkan media yang mau kalian las terlebih dahulu. Karena kotornya media las dapat mengganggu proses pembakaran pada besi.
Akibat dari media las yang kotor yaitu dapat membuat hasil lasan yang berlubang atau berpori dan juga spatter yang berlebihan. Sehingga hal tersebut masuk kedalam kategori cacat las guys..
Wokeeyyyy jadi itu dulu ya beberapa hal yang bisa gw bahas tentang pengelasan TIG ini. Semoga kalian mendapatkan pencerahan dan keyakinan yang hakiki.. Dan inget yang terpenting pada pengelasan TIG yaitu harus terus berlatih dan berlatih.
Yaw dah paling sampai disini dlu artikel dari kami,, semoga bermanfaat ya guys.. Salam..!!
Baca juga :