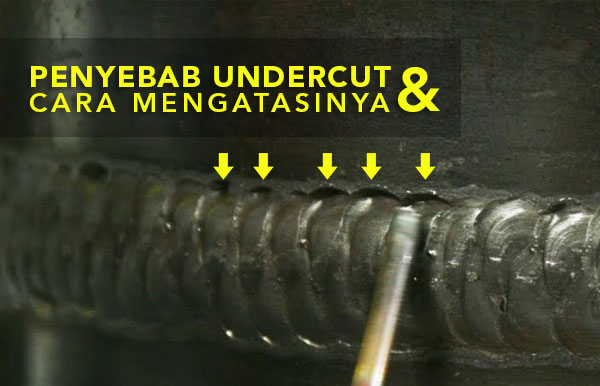
Halo sobat tehniq setanah air.. khususnya pada tukang las ini.. pernah ga sih kalian ngalamin yang namanya undercut?? atau kalian belum tau nih undercut itu apa?. Karena memang penyebutan di berbagai daerah di Indonesia itu suka berbeda-beda ya. Itu lah Indonesia ya,, semua beragam berbeda tapi tetap bersatu.. Sangat patriotis banget ya jiwa gw,.. hohoho.. Oke jadi langsung aja nih, pada artikel kami kali ini kami ingin membahas tentang penyebab undercut pada pengelasan & cara menghindarinya.
Kenapa kami membahas ini?? karena undercut pada pengelasan termasuk kedalam cacat las. Dan tentunya hasil lasan kalian tidak akan maksimal, karena undercut dapat mengakibatkan pengeroposan pada sisi lasan dikarenakan lebih mudah berkarat.
Langsung aja kali ya,, berikut ini adalah poin-poin yang harus kalian lakukan dan kalian hindari untuk mencegah terjadinya undercut ini.
PENYEBAB UNDERCUT PADA PENGELASAN
Kecacatan hasil lasan tentunya ada banyak jenisnya ya,, tapi saat ini kami ingin membahas tentang penyebab undercut pada pengelasan & cara menghindarinya.. Hanya pembahasan pada poin tersebut aja ya, biar ga melebar kemana-mana.
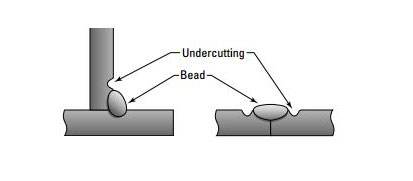
Nah undercut sendiri terjadi karena beberapa hal yaitu diantaranya :
- Sudut pengelasan yang salah
- Settingan Ampere berlebihan
- Kecepatan pengelasan yang terlalu cepat / lambat
- Lebar pengelasan terlalu lebar
- Besi yang masih terlalu panas
Nah 5 hal tersebut harus kalian perhatikan ya guys,. Dan untuk lebih jelasnya tentunya kami akan menjabarkan masing-masing poin tersebut agar kalian dapat memahaminya lebih detail.
SUDUT PENGELASAN YANG SALAH
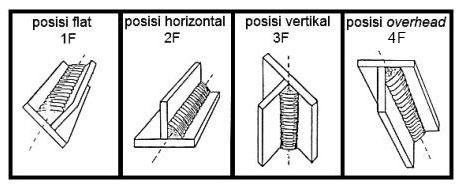
Seperti yang kita ketahui bersama ya,, posisi pengelasan itu ada 4 yaitu 1F, 2F, 3F dan 4F. Masing-masing posisi pengelasan ini tidaklah sama sudut pengelasannya. Kalian harus memahami masing-masing standard sudut pengelasannya ya guys.
Sebagai acuan kalian berikut kami paparkan batas maksimal sudut pengelasan yang bisa kalian terapkan pada masing-masing posisi pengelasan tersebut.
- 1F sudut pengelasan 60 – 80 derajat
- 2F sudut pengelasan 45 derajat
- 3F sudut pengelasan 10 – 15 derajat
- 4F sudut pengelasan 20 – 45 derajat
- 1G sudut pengelasan 60 – 80 derajat
- 2G sudut pengelasan 45 derajat
- 3G sudut pengelasan 10 – 15 derajat
- 4G sudut pengelasan 20 – 45 derajat
- 5G sudut pengelasan 10 – 15 derajat
- 6G sudut pengelasan 20 – 45 derajat
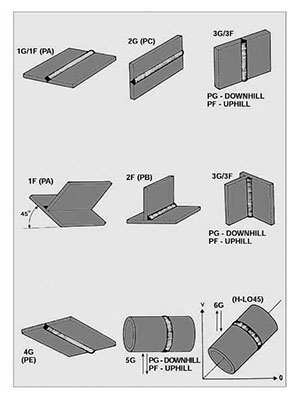
Bisa kalian lihat ya guys posisi-posisi pengelasan yang umum dan sesuaikan dengan sudut pengelasannya. Tentunya hal ini tidak bisa dipelajari satu dua hari ya.. Pelajari dan terapkan dengan sering agar anda dapat mengingatnya terus.
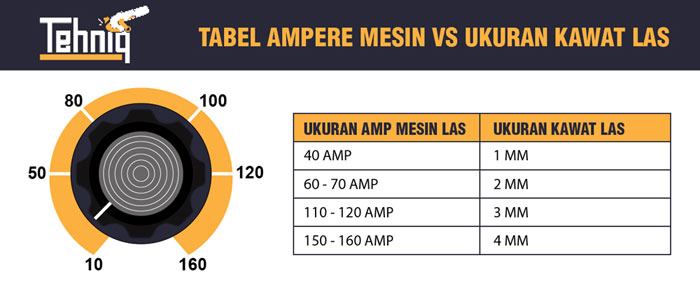
SETTINGAN AMPERE BERLEBIHAN
Settingan ampere yang kurang besar ataupun terlalu besar dapat mengakibatkan buruknya kualitas pengelasan kalian. Biasanya kualitas pengelasan yang buruk bisa kalian lihat dari warna ataupun adanya undercut.
Kalian harus mengetahui standard settingan ampere untuk masing-masing ukuran kawat las. Elektroda dengan diameter yang kecil membutuhkan ampere lebih kecil ketimbang elektroda dengan diameter yang besar.
KECEPATAN PENGELASAN TERLALU CEPAT / LAMBAT
Seorang welder pemula biasanya masih belum mengerti kecepatan pengelasan pada masing-masing ukuran elektroda dan jenis pengelasannya. Kecepatan las yang terlalu cepat membuatnya penetrasi yang dangkal, keretakan hasil las, percikan dan juga undercut.
Normalnya kecepatan yang normal yaitu di 3 – 6 inch per menit. Meskipun sulit untuk diukur, paling tidak kebiasan kalian mengelas nantinya akan membuat kalian paham, mana hasil pengelasan yang bagus dan yang tidak.
Kestabilan kecepatan pergerakan juga harus kalian jaga ya, agar nantinya hasil lasan kalian rapi, rata dan padat.
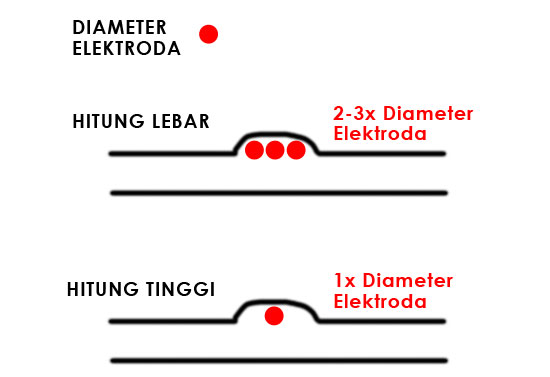
LEBAR PENGELASAN TERLALU LEBAR
Pengelasan yang terlalu melebar sangat beresiko undercut. Jadi kalian tidak boleh terlalu melebarkan jarak pengelasan kalian untuk menutup area pengelasan yang lebar. Ada baiknya kalian melakukan pengelasan berulang untuk mendapatkan hasil pengelasan yang lebih maksimal.
Setiap lebar pengelasan dipengaruhi dari ukuran elektroda.. Jadi kalian tidak boleh sembarangan dalam menerapkan lebar pengelasan kalian. Untuk ukuran standard dari lebar pengelasan dengan tebal elektroda yaitu :
BESI YANG MASIH TERLALU PANAS
Sebagai tukang las yang bermartabat dan memiliki belas kasih pada besi, kalian harus memperhatikan panas besi yang kalian las. Jika kalian melakukan las totol mungkin tidak akan terlalu berpengaruh pada panas besi. Tetapi jika kalian melakukan pengelasan panjang biasanya besi akan memanas dengan cepat di area yang luas.
Jika besi memanas, dan kalian terus menghajarnya tanpa jeda, maka akan terjadi undercut. Karena besi melunak terlalu luas areanya, sehingga terjadi pelebaran penetrasi yang menjadi penyebab undercut.
Nah pastikan kalian harus bermartabat dengan kondisi panas besi yang kalian las ya.. apalagi besi-besi yang tidak terlalu tebal.. Biasanya lebih cepat panas dan memuai.
KESIMPULAN
Okeee.. jadi itu tadi ya beberapa penyebab terbentuknya undercut pada pengelasan kalian. Dan untuk cara menghindarinya tentunya bisa kalian lihat pada masing-masing poin yang sudah kami jabarkan diatas ya. Intinya dari artikel ini dapat ditarik kesimpulan, adanya undercut itu diakibatkan teknik pengelasan yang salah.
Untuk menjadi welder profesional kalian harus terus berlatih dan jangan takut salah ya.. kalo salah, lihat artikel tehniq.com aja kan lengkap tuh..
hehehe
Oke lah klo begitu.. sampai disini aja kali ya artikel dari gw.. semoga artikel ini dapat bermanfaat buat kalian semua.. Salam..!!
Baca Juga :